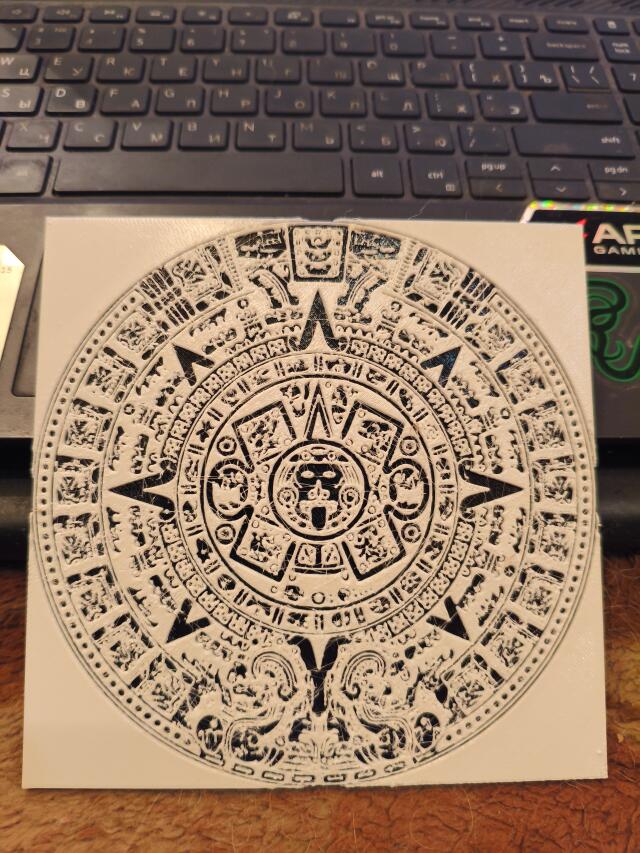
Модель для 3D-печати "Картина Гора" Формат .stl
Как скачать и использовать?
1. Скачайте файл с Google Drive
2. После полной загрузки скачанный файл будет отображен в шторке уведомлений (сверху), а также будет находится в папке "Download" (необходим любой файловый менеджер )
3. Загрузите скачанный файл с Google Drive в ваше ПО (слайсер) 3D принтера (Cura, PrusaSlicer, Simplify3D, Repetier-Host) и нажатием кнопку (Open File, Import, Load Model). После загрузки вы увидите 3D-модель на рабочем поле
4. Настройте параметры печати. Тип материала (PLA, PETG и т.п.) => скорость печати => слой, поддержка, плотность заполнения (infill) и т.д.
5. Сделайте слайсинг (подготовку G-code). После настройки нажмите Slice — программа создаст G-code (инструкции для принтера).
6. Передайте файл на принтер. Через SD-карту, флешку, Wi-Fi или USB — зависит от вашего принтера => обычно передается не сам STL, а уже G-code.
Основные форматы 3D моделей для 3D печати:
1.STL (.stl) - Самый распространённый. Описывает геометрию модели (только форму, без цвета и текстур).
2.OBJ (.obj) - Хранит геометрию + текстуры, цвета, материалы.
3.3MF (.3mf) - Новый универсальный формат: геометрия, цвета, поддержка, материалы, настройки.
4.AMF (.amf) - Старый формат, альтернатива STL, но с поддержкой цветов и материалов.
5.G-code (.gcode) - Не 3D модель! Это уже готовые команды для 3D-принтера.
Безопасность
1.Не оставляйте принтер без присмотра (особенно FDM) — возможен перегрев, возгорание, механические сбои.
2.Работайте в хорошо проветриваемом помещении — при печати могут выделяться пары пластика (особенно ABS, ASA, Resin).
3.Осторожно с нагретыми частями — стол, экструдер, сопло могут нагреваться до 200–250°C и выше.
4.Используйте СИЗ при работе с фотополимерной смолой (resin) — перчатки, очки, вытяжка — обязательно.
Подготовка к печати
1.Калибровка стола (bed leveling) — очень важно: кривой стол = плохая адгезия, отслоение, смещение слоев.
2.Проверка модели в слайсере — проверьте, что модель не повреждена, нет ошибок в сетке (mesh errors).
3.Очистка сопла и стола — удалите остатки пластика, обезжирьте стол спиртом (стекло, текстолит).
4.Подходящие параметры печати — температура стола, сопла, скорость, высота слоя — всё должно быть настроено под ваш пластик.
Во время печати
1.Следите за первым слоем — он самый важный. Если плохо прилип — остановите и начните заново.
2.Следите за намоткой филамента — чтобы катушка свободно вращалась, без запутывания.
После печати
1.Дайте детали остыть перед снятием — иначе можно повредить стол или модель.
2.Очистите стол и экструдер — снимите лишний пластик.
3.Храните филамент сухим — многие пластики боятся влаги (особенно Nylon, PETG, TPU).
Общие рекомендации
1.Делайте регулярное ТО: проверка натяжения ремней, чистка осей, смазка.
2.Следите за уровнем филамента.
3.Не ленитесь прочитать руководство к вашему принтеру — у каждого свои нюансы.

Комментарии