Печать методом послойного наплавления (FDM)
- Обновлено: 05.07.2025, 11:30
- Категория: 3D-печать
- Теги:

FDM: послойное наплавление — самый доступный метод 3D-печати
Технология FDM (Fused Deposition Modeling) по праву считается самой простой, массовой и доступной среди всех видов 3D-печати. Именно благодаря простоте конструкции, невысокой стоимости оборудования и широкой совместимости с различными материалами FDM-принтеры быстро завоевали популярность как среди энтузиастов, так и в образовательной и профессиональной среде.
Постоянно растущий спрос на FDM-принтеры стимулирует удешевление не только самих устройств, но и расходных материалов. В результате — технология становится всё более надёжной и удобной в повседневном использовании.
Расходные материалы
FDM-принтеры работают с термопластиками, поставляемыми в виде нитей, намотанных на катушки. Один из наиболее востребованных пластиков — PLA (полилактид), производимый из возобновляемых ресурсов вроде кукурузы или сахарного тростника. Он экологичен, безопасен, но менее устойчив к физическим нагрузкам и температуре.
ABS-пластик, напротив, прочен и долговечен, что делает его популярным для производства корпусов бытовой техники, сантехнических изделий и других повседневных предметов. Однако он может выделять вредные испарения при плавлении и чувствителен к ультрафиолету.

Помимо PLA и ABS применяются:
-
нейлон,
-
поликарбонат,
-
полиэтилен,
-
а также специализированные материалы вроде PVA (водорастворимый пластик) — он используется для печати поддержек, которые можно смыть водой.
Существуют и композитные нити, в которых термопластик смешан с древесной пылью, металлическими частицами или минеральными наполнителями. Так, Laywoo-D3 имитирует дерево, а BronzeFill содержит бронзовую пудру, позволяющую достичь эффекта настоящего металла после шлифовки и полировки.
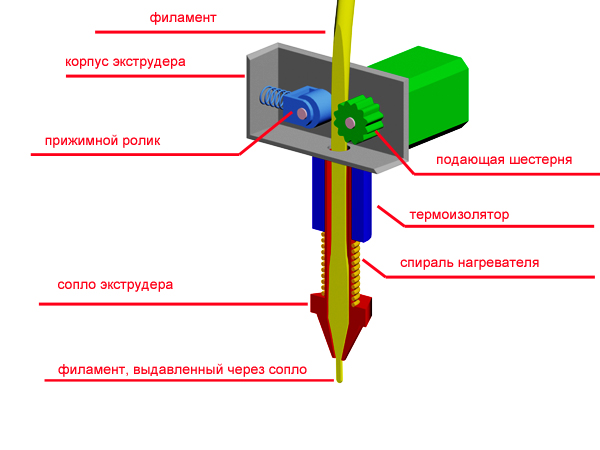
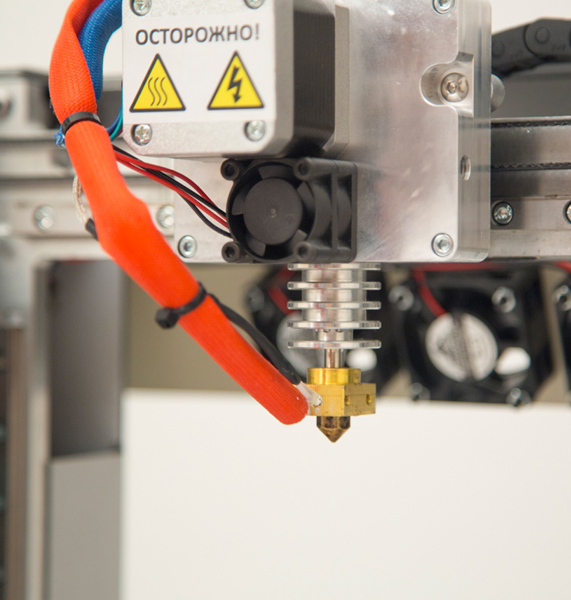
Экструдер — сердце печатающего механизма
Экструдер отвечает за подачу и плавление пластика. Он включает:
-
Подающий механизм с шестернями и валиками, проталкивающими нить;
-
Хот-энд (hotend) — нагревательный элемент с соплом, через которое выдавливается расплавленный пластик;
-
Охлаждающая система, предотвращающая преждевременное плавление верхней части нити.
Сопла бывают разного диаметра и материала. Наиболее распространены латунные насадки, но для высокотемпературной печати применяются стальные и даже сапфировые. Чем меньше диаметр — тем выше детализация.
Количество экструдеров
FDM-принтер может быть оснащён одним или несколькими экструдерами:
-
Один экструдер — стандартный вариант для базовых задач.
-
Два экструдера — позволяют использовать разные цвета или материалы, например PLA для основной модели и PVA для поддержек.
-
Три и более — применяются в профессиональных и экспериментальных системах.
-
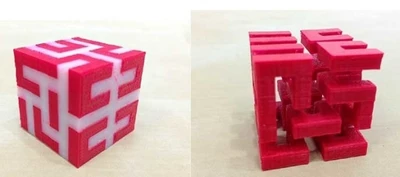
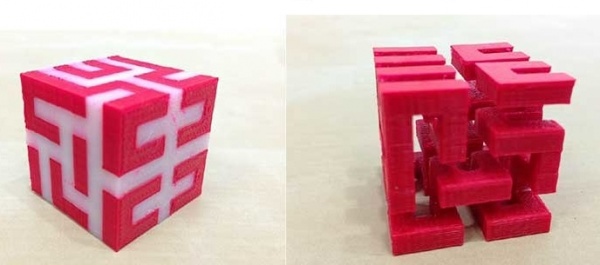
Двойной экструдер особенно полезен при создании сложных моделей с нависающими частями: опорные элементы можно напечатать из водорастворимого материала и просто удалить после печати.
Рабочая платформа (стол)

Рабочая поверхность, на которой происходит построение модели, часто имеет подогрев. Это важно при работе с пластиками вроде ABS, склонными к усадке и деформации при остывании. Подогрев помогает равномерно охлаждать изделие и сохранять геометрию.
Для PLA, наоборот, лучше избегать нагрева — материал может деформироваться под тяжестью верхних слоёв. В этом случае важна эффективная система охлаждения, обеспечиваемая вентиляторами и открытой конструкцией корпуса.
Для улучшения адгезии модели к платформе используют:
-
клей,
-
малярный скотч,
-
полиимидные плёнки,
-
специальные покрытия,
-
или перфорированные столы.

Калибровка платформы
Перед началом печати платформа должна быть правильно выровнена. Это можно сделать вручную, регулируя винты по углам, либо с помощью автоматической калибровки, если принтер её поддерживает. Неправильная высота между соплом и платформой может привести к отслоению пластика или его «печати в воздухе».
Системы позиционирования
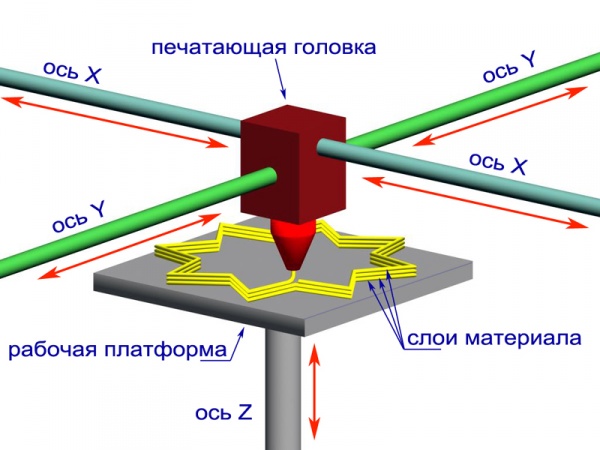
Для построения трёхмерной модели необходимо точное перемещение экструдера и/или платформы в осях X, Y и Z.
Существуют разные схемы движения:
-
Классическая конструкция — голова движется по X и Y, платформа — по Z.
-
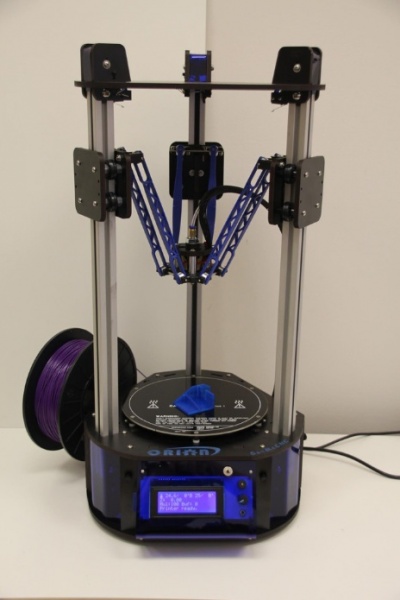
Дельта-принтеры — головка подвешена на трёх рычагах и движется за счёт их синхронного перемещения.
-
Обратные дельта-системы — головка закреплена неподвижно, а движется платформа.
Дельта-принтеры позволяют печатать высокие объекты при минимальной занимаемой площади и демонстрируют отличную скорость.
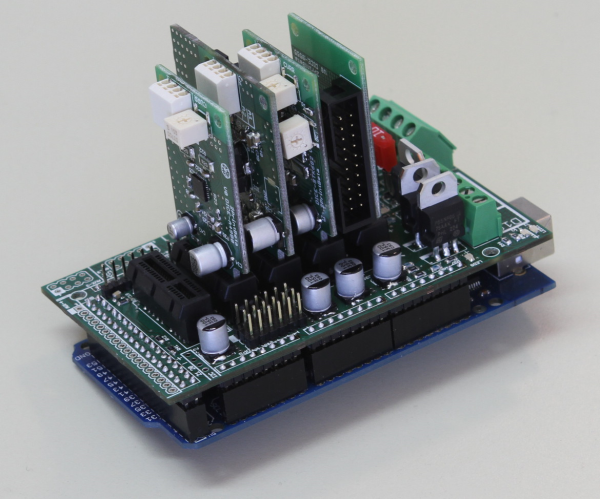
Электроника и управление
Основу электроники FDM-принтеров часто составляет контроллер на базе Arduino или аналогичных плат. Все параметры работы — температура, скорость, подача нити и координаты — управляются этим контроллером.
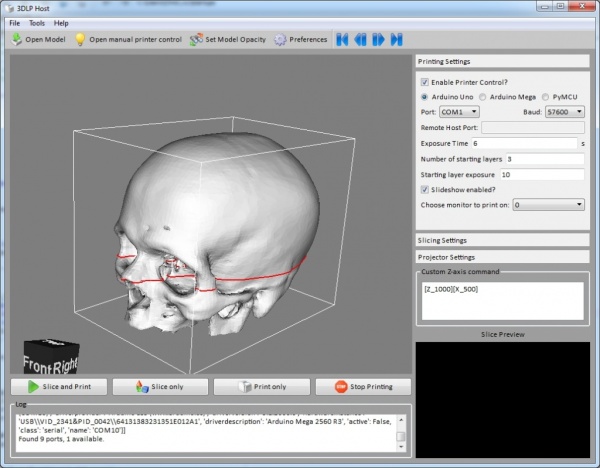
Печать осуществляется по G-коду — набору инструкций, формируемых с помощью программ слайсеров (например, Cura, PrusaSlicer, Repetier-Host). Слайсер переводит 3D-модель в набор послойных команд.
Файлы передаются в принтер:
-
через USB,
-
с карты памяти,
-
по Wi-Fi (в продвинутых моделях).
Некоторые устройства оснащены сенсорными экранами, позволяющими контролировать процесс прямо с панели управления.
Разнообразие FDM-принтеров
Среди FDM-устройств можно выделить три основных уровня:
-
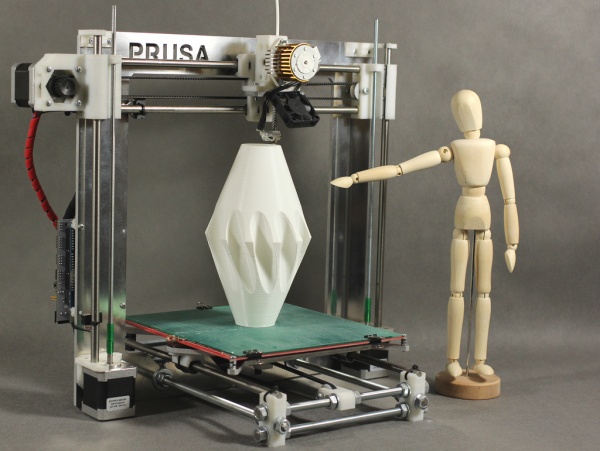
RepRap-системы — самодельные или полуготовые наборы для сборки, дешёвые и гибкие в настройке;
-
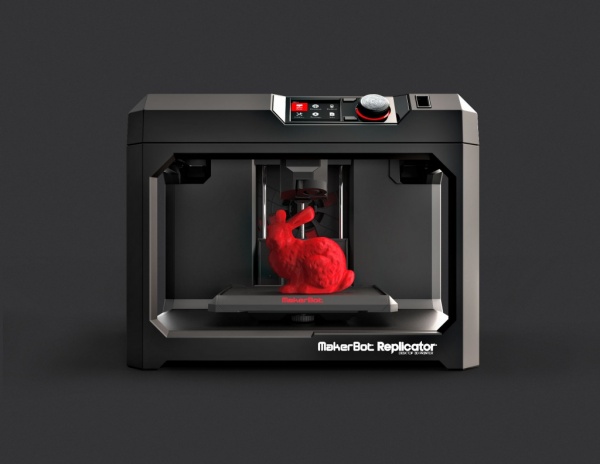
Бытовые принтеры — компактные, простые в использовании, например Cube от 3D Systems;
-
Промышленные установки — мощные машины, как Stratasys Fortus, позволяющие печатать технические детали из нейлона и других инженерных пластмасс.
-

Принтеры класса RepRap способны к «саморепликации» — они могут напечатать детали для сборки своего аналога. Такие решения требуют определённых технических знаний, но выгодны по цене (например, популярный Prusa Mendel обходится примерно в $500).

Бытовые модели рассчитаны на конечного пользователя: минимальные настройки, готовность к печати сразу из коробки, безопасное управление. Некоторые даже имеют сертификаты для использования в образовательных учреждениях и дома с детьми.
Комментарии